焼抜き栓溶接とは?ピッチ・耐力・スタッドとの違い
この記事の要点
焼抜き栓溶接とは、デッキプレートを溶接棒の熱で溶かして孔を空け、溶接金属で栓をする溶接方法で、デッキプレートと鉄骨梁を一体化させる。
面内せん断力を伝達するための接合方法で、1カ所当たりの耐力(長期・短期)が板厚に応じて規定されている。
現在は頭付きスタッドによる方法が主流だが、焼抜き栓溶接も使われており、溶接直径18mm以上・ピッチ600mm以下などの規定がある。
この記事では、焼抜き栓溶接とは何か、耐力はどう規定されているのか、頭付きスタッドとどう違うのかを整理します。
【管理人おすすめ!】セットで3割もお得!約1,100語の用語集+476点の図解集セット⇒ 建築構造がわかる基礎用語集&図解集セット
焼抜き栓溶接をご存じでしょうか。中々、知っている人は少ないと思います。現在は、頭付きスタッドによる方法が主流のためです。今回は、そんな焼抜き栓溶接の耐力、ピッチ、大きさ、スタッドボルトとの違いについて説明します。
タップできる目次
頭付きスタッドの意味は、下記が参考になります。
頭付きスタッドとは|材質・規格(JIS B1198)・合成梁の仕組み
100円から読める!ネット不要!印刷しても読みやすいPDF記事はこちら⇒ いつでもどこでも読める!広告無し!建築学生が学ぶ構造力学のPDF版の学習記事
焼抜き栓溶接とは?
焼抜き栓溶接とは、デッキプレートを「焼いて」「抜いて」「栓をする」溶接方法です。
溶接方法をよく表した用語だと思います。
下図をみてください。
鉄骨梁上のデッキプレートを、溶接棒の熱で溶かします。
また溶接棒自体も溶融するので、デッキプレート、母材、溶接金属が一体となります。
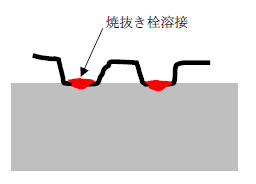
焼抜き栓溶接の仕上がり断面をみると、デッキプレートの上は溶接金属で栓(せん)をしたようになります。デッキプレートを熱で焼き抜いて、栓をするわけです。
少し違うかもしれませんが、身近な物で説明します。
焼抜き栓溶接を再現するなら、紙とボンド、接着させたい母材を用意します。
紙に孔を空けます(デッキプレートに孔を空けるときは、溶接棒による熱で焼き抜く)。
接着剤で孔に栓をします。
接着剤が固まれば、母材と紙、接着剤は一体化します。
焼抜き栓溶接を行うことで、デッキプレートと梁が一体化されます。一体化すれば、地震時の面内水平力を伝達できるのです。
さて、焼抜き栓溶接は一般的な方法ではなく、頭付きスタッドによる接合が主流です。理由は施工が簡単、耐力が大きいためです。
焼抜き栓溶接の耐力
焼抜き栓溶接は、面内せん断力を伝達する重要な接合部です。そのため、焼抜き栓溶接1カ所当たりのせん断耐力が規定されています。
| デッキプレートの板厚(mm) | 長期(kN) | 短期(kN) |
| 1.2 | 4.9 | 7.35 |
| 1.6 | 7.35 | 11.0 |
面内せん断力を伝達するために、上表の短期時の値が大切です。焼抜き栓溶接は、デッキプレートの溝部と梁上を溶接して留めます。普通、小梁は溝に対して直交に梁を架けますから、溝のピッチが焼抜き栓溶接のピッチです。
大梁は、X,Y両方向に掛かるので、溶接ピッチ又は前述した溝ごとに溶接を行います。溶接のピッチについては後述します。
面内せん断力の伝達は、焼抜き栓溶接の他に「頭付きスタッドによる方法」があります。後者の方が、耐力が大きく主流です。頭付きスタッドは、鉄骨梁上にスタッド溶接して留める方法です。頭付きスタッド、スタッド溶接については下記の記事が参考になります。
頭付きスタッドとは|材質・規格(JIS B1198)・合成梁の仕組み
スタッド溶接とは|強度・施工方法と合成スラブへの適用をわかりやすく解説
焼抜き栓溶接のピッチ
焼抜き栓溶接はデッキプレートの溝毎に行います。デッキプレートの溝幅は各社で異なりますが、下図のように50mmごとに凸凹するタイプもあれば、谷が狭いタイプもあります。

大梁はデッキに対して直交、平行の2通りあります。直交する場合(溝毎に溶接する)は、2カ所溶接します。小梁は1カ所です。整理すると、下記となります。
・大梁 溝の谷部分に対して2カ所
・小梁 溝の谷部分に対して1カ所
・接合部 溝の谷部分に対して2カ所
デッキに対して平行に梁がある場合、
・600mm以下のピッチ
で焼抜き栓溶接します
焼抜き栓溶接の大きさと規定
焼抜き栓溶接の規定を下記に示します(JASS6より)。
・鋼板厚さ1.6mm以下
・デッキプレートと鉄骨のすき間は2mm以下
・溶接部の直径は18mm以上
・溶接部の縁端距離は20mm以下
・溶接部のピッチは600mm以下
何度も書きますが、焼抜き栓溶接はせん断力を伝達する大切な接合部です。上記の規定は十分に満足するよう注意すべきです。
混同しやすい用語
スタッド溶接と焼抜き栓溶接はどちらもデッキプレートと鉄骨梁の接合方法ですが、仕組みが異なります。
スタッド溶接は頭付きスタッドを梁上に溶接して立てる方法で、耐力が大きく現在の主流です。
一方、焼抜き栓溶接はデッキプレート自体を熱で溶かして孔を空け、溶接金属で栓をする方法です。
施工性と耐力の違いも確認しておきましょう。
まとめ
今回は焼抜き栓溶接について説明しました。現在は、頭付きスタッドが一般的なので、焼抜き栓溶接に馴染みが無いと思います。ただ、今でも利用される工法なので概要は覚えて損はないでしょう。
【管理人おすすめ!】セットで3割もお得!約1,100語の用語集+476点の図解集セット⇒ 建築構造がわかる基礎用語集&図解集セット
理解度チェック
焼抜き栓溶接とは何で、何の目的で行いますか?
答えを見る
デッキプレートを溶接棒の熱で溶かして孔を空け、溶接金属で栓をする溶接方法です。デッキプレート・母材・溶接金属が一体化し、デッキプレートと鉄骨梁を一体化させることで地震時の面内せん断力(水平力)を伝達します。現在は施工が簡単で耐力が大きい頭付きスタッドによる方法が主流です。
焼抜き栓溶接の規定値は?
答えを見る
JASS6では、鋼板厚さ1.6mm以下、デッキプレートと鉄骨のすき間2mm以下、溶接部の直径18mm以上、溶接部の縁端距離20mm以下、溶接部のピッチ600mm以下と規定されています。せん断力を伝達する大切な接合部のため、これらの規定を十分に満足する必要があります。

▼用語の意味知らなくて大丈夫?▼
▼同じカテゴリの記事一覧▼
- 溶接の種類と、隅肉溶接、突き合わせ溶接の特徴
- まわし溶接とは?1分でわかる意味、有効長、強度、記号
- 隅肉溶接の有効長さは?1分でわかる意味、計算方法、有効断面積との関係
- 溶接記号の描き方と基礎知識について
- 溶接の補助記号とは?1分でわかる意味、記号の一覧
- 溶接記号の隅肉溶接とは|書き方・種類と図面での読み方をわかりやすく解説
- 溶接継目とは?突合せ溶接と隅肉溶接の種類と使い分け
- 溶接姿勢とは?下向き・立向き・横向き・上向きの難易度と品質への影響
- スタッド溶接とは|強度・施工方法と合成スラブへの適用をわかりやすく解説
- スタッド溶接の検査方法|外観検査と打撃曲げ試験(15°・30°)
▼カテゴリ一覧▼
- 鋼構造ってなに?(まずは、鋼構造ってなに?よく分かる鋼構造と鉄骨構造、構造力学との関係から)
- 鋼構造の用語を学ぶ(まずは、鋼構造の基礎用語から)
- 鋼材の種類と規格、性質(まずは、SS,SN,SM材とは?から)
- 鋼構造の構造計画
- 許容応力度計算を学ぶ(まずは、接合部に関する許容応力度設計についてから)
- 胴縁とは?役割・寸法・サイズ・縦胴縁と横胴縁をわかりやすく解説
- 引張材の設計を学ぶ(まずは、引張材の断面算定から)<
- 圧縮材の設計を学ぶ(まずは、座屈現象についてから)
- 応力解析
- 断面算定
- 高力ボルト接合(まずは、接合部と接合方法についてから)
- 溶接を学ぶ(まずは、溶接の種類と、隅肉溶接、突き合わせ溶接の特徴から)
- 接合部を学ぶ(まずは、ダイアフラムはなぜ必要か?覚えるべきたったの3つの種類と特徴から)
- 柱脚を学ぶ(まずは、柱脚の種類から)
▼他の勉強がしたい方はこちら▼
わかる1級建築士の計算問題解説書
わかる2級建築士の計算問題解説書!
【30%OFF】一級建築士対策も◎!構造がわかるお得な用語集
プロフィール
- 略歴▼
- 名前 ハナダユキヒロ/ミツメラボ代表.
- 2010年 弊サイトを開設
- 2010~2017年 国立大学大学院修了
- 2017年12月に当HPが書籍化。
- 「わかる構造力学」
- 2022年4月に「わかる構造力学」の改訂版出版。
- 「わかる構造力学(改訂版)」
- 10数年以上、建築の学問、研究、構造設計の実務に携わった経験を元に、未経験の方、建築関係の学生、社会人の方に向けて
- 「構造力学、構造計算、鋼構造、鉄筋コンクリート造、基礎構造、土質力学、水理学、材料力学、数学の基礎」を分かりやすくお伝えします。
- 当サイトの目的▼
- 建築学生が学ぶ「構造力学」の目的
- とりあえず10記事▼
- 初めましての方に10記事用意しました
- おすすめ書籍紹介▼
- 構造力学・建築構造のおすすめ本|現役設計者が読んで良かった書籍を紹介
建築の本、紹介します。▼
同じカテゴリの記事一覧
- HOME > 鋼構造の基礎 > 焼抜き栓溶接とは|ピッチ・耐力・スタッドとの違い
- 1級の過去問(計算)解説
- わかる建築構造の用語集・図解集
- 1頁10円!PDF版の学習記事

試験での問われ方|管理人の一言
建築士試験では、焼抜き栓溶接の目的(面内せん断力の伝達)と規定値(溶接直径18mm以上・デッキと鉄骨のすき間2mm以下・ピッチ600mm以下)が問われます。
頭付きスタッドが主流の理由(施工簡単・耐力大)とあわせて整理しておくと得点につながります。(一級建築士 頻出:焼抜き栓溶接の目的(面内せん断力伝達)と規定値(直径18mm以上・すき間2mm以下・ピッチ600mm以下)が繰り返し出題)