溶接の種類と、隅肉溶接、突き合わせ溶接の特徴
この記事の要点
鉄骨造の溶接接合には隅肉溶接と突き合わせ溶接(完全溶け込み溶接)の2種類があり、用途と力学的特性が異なる。
隅肉溶接はせん断力で耐力を評価し、完全溶け込み溶接は母材と同等の強度を持つため、接合部の応力の種類に応じて使い分ける。
【管理人おすすめ!】セットで3割もお得!約1,100語の用語集+476点の図解集セット⇒ 建築構造がわかる基礎用語集&図解集セット
鉄骨造には大きく分けて2つの接合方法があります。1つは高力ボルト接合、2つめが溶接接合です。単に「溶接」といいます。
今回はそんな溶接の種類と、隅肉溶接、突き合わせ溶接(完全溶け込み溶接)の特徴について説明します。また溶接は設計図面上、記号で表現します。これを「溶接記号」といいます。溶接記号の詳細な説明は下記を参考にしてください。
100円から読める!ネット不要!印刷しても読みやすいPDF記事はこちら⇒ いつでもどこでも読める!広告無し!建築学生が学ぶ構造力学のPDF版の学習記事
完全溶け込み溶接
完全溶け込み溶接とは下図のように、接合しようとする母材の端部を、適当な角度に切り取り(開先又はグル―ブと呼びます)、この溝を、熱で溶かした溶接金属を母材及び接合材と一体化し、埋め込む方法です。
開先形状には様々なものがあり、例えば図に示す形状は、v型と呼ばれるものです。他にもレ型等が一般的に用いられます。
完全溶け込み溶接の構造的な意味は、非常にシンプルです。それは、完全溶け込み溶接部は「母材と同じ耐力」であることです。つまり完全溶け込み溶接を行えば、高力ボルト接合や隅肉溶接のように、接合部の検討は必要なく母材と同等に扱うことが出来ます。
その反面、施工には注意が必要です。
これはJASS6に規定されています。
例えば、開先に付着した不純物は除去します。
また、どうしても溶接部の端部は溶接不良が多くなることから、「エンドタブ」と呼ばれる金物を設置すること、母材と接合材の下には裏当て金を設けることが一般的です。
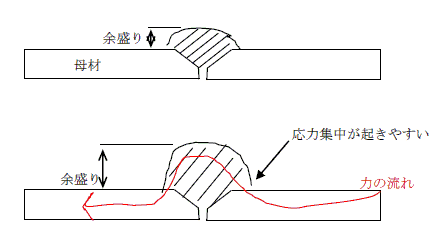
ちなみに、溶接部の「余盛り」ですが、あまりにも大きく盛ると、そこで、応力集中が起きやすく、ひび割れなどの原因となります。
しかし、今でも現場では溶接部を過剰に盛るという傾向があるようです。
もし、貴方が見かけたら、理論をしっかりと説明し、余盛りを削るようにしましょうね。
また、この方法による利点を以下に示します。
・継目の強度が信頼できること。
・残留応力が少ないこと。
等が挙げられます。余盛りの意味は下記も参考になります。

隅肉溶接
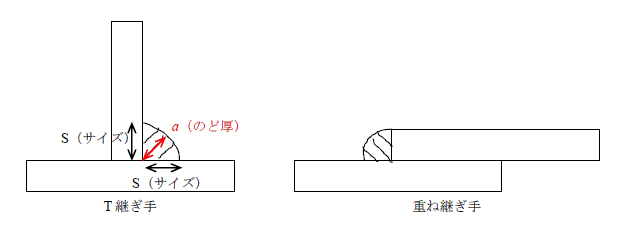
鋼板同士を図のように重ねること、または直角に配置して溶着する方法を隅肉溶接と呼びます。さらに、のど厚やサイズは図のように表すことが出来ます。例えば、T継ぎ手のサイズとのど厚の関係は、図からも明らかなように、
a=0.707×S
ですね。また、両方のサイズの大きさが必ずしも同一とは限りません。よって、s1 とs2を比較し小さい値をs(サイズ)として採用します。
のど厚とは?溶接サイズとの関係・計算方法(サイズ×0.707)
ここでは、簡単な溶接について説明しました。このままでは、溶接部の設計は分からないと思うので、実際に、引張材の設計等を行い、計算方法をマスターしましょう。計算方法は下記が参考になります。
溶接部の強度とは?溶接部の耐力の計算方法と許容応力度、材料強度
隅肉溶接の有効長さは?1分でわかる意味、計算方法、有効断面積との関係
混同しやすい用語
部分溶け込み溶接(Partial Joint Penetration)
部分溶け込み溶接は完全溶け込み溶接と隅肉溶接の中間的な接合方法で、母材を完全には溶け込まず部分的に溶接する。
完全溶け込み溶接(母材と同等強度)と部分溶け込み溶接(のど断面で強度評価)は名称が似ているため、それぞれの耐力評価方法の違いを混同しないよう注意が必要。
溶接の種類を整理した表を示します。
| 項目 | 内容 | 備考 |
|---|---|---|
| 完全溶け込み溶接 | 母材端部を開先加工し溶接金属で埋める | 母材と同等の耐力を持つ |
| 隅肉溶接 | 鋼板を重ねまたは直角に配置して溶着 | せん断力で耐力を評価 |
| 使い分け | 引張力大→完全溶け込み/せん断→隅肉 | 応力の種類に応じて選択 |
まとめ
今回は溶接の種類と、隅肉溶接、突き合わせ溶接(完全溶け込み溶接)の特徴について説明しました。溶接部の耐力の計算など、下記も併せて学習しましょうね。
溶接部の強度とは?溶接部の耐力の計算方法と許容応力度、材料強度
隅肉溶接の有効長さは?1分でわかる意味、計算方法、有効断面積との関係
また、前述したように溶接の種類は、図面上では溶接記号で分けます。溶接記号の使い方もしっかりマスターしましょう。
【管理人おすすめ!】セットで3割もお得!約1,100語の用語集+476点の図解集セット⇒ 建築構造がわかる基礎用語集&図解集セット
この記事の内容を○×クイズで確認する
この記事で学んだ内容は、無料の○×問題集でも確認できます。
意味を読んで終わりにせず、実際に理解できているかチェックしてみましょう。

▼用語の意味知らなくて大丈夫?▼
▼同じカテゴリの記事一覧▼
- まわし溶接とは?1分でわかる意味、有効長、強度、記号
- 隅肉溶接の有効長さは?1分でわかる意味、計算方法、有効断面積との関係
- 溶接記号の描き方と基礎知識について
- 溶接継目とは?突合せ溶接と隅肉溶接の種類と使い分け
- 溶接姿勢とは?下向き・立向き・横向き・上向きの難易度と品質への影響
- 余盛とは?読み方「よもり」・溶接欠陥との関係・杭との違い
- 母材とは?意味・溶接での定義・鉄骨(接合部以外)との関係と対義語
- 等脚すみ肉とは?読み方・不等脚すみ肉との違いと脚長の関係(すみ肉溶接の基礎)
- のど厚とは?溶接サイズとの関係・計算方法(サイズ×0.707)
- のど断面とは?1分でわかる意味、のど断面積、隅肉溶接、のど厚との関係
▼カテゴリ一覧▼
- 鋼構造ってなに?(まずは、鋼構造ってなに?よく分かる鋼構造と鉄骨構造、構造力学との関係から)
- 鋼構造の用語を学ぶ(まずは、鋼構造の基礎用語から)
- 鋼材の種類と規格、性質(まずは、SS,SN,SM材とは?から)
- 許容応力度計算を学ぶ(まずは、接合部に関する許容応力度設計についてから)
- 胴縁とは?役割・寸法・サイズ・縦胴縁と横胴縁をわかりやすく解説
- 引張材の設計を学ぶ(まずは、引張材の断面算定から)<
- 圧縮材の設計を学ぶ(まずは、座屈現象についてから)
- 高力ボルト接合(まずは、接合部と接合方法についてから)
- 溶接を学ぶ(まずは、溶接の種類と、隅肉溶接、突き合わせ溶接の特徴から)
- 接合部を学ぶ(まずは、ダイアフラムはなぜ必要か?覚えるべきたったの3つの種類と特徴から)
- 柱脚を学ぶ(まずは、柱脚の種類から)
▼他の勉強がしたい方はこちら▼
わかる1級建築士の計算問題解説書
わかる2級建築士の計算問題解説書!
【30%OFF】一級建築士対策も◎!構造がわかるお得な用語集
プロフィール
- 略歴▼
- 名前 ハナダユキヒロ/ミツメラボ代表.
- 2010年 弊サイトを開設
- 2010~2017年 国立大学大学院修了
- 2017年12月に当HPが書籍化。
- 「わかる構造力学」
- 2022年4月に「わかる構造力学」の改訂版出版。
- 「わかる構造力学(改訂版)」
- 10数年以上、建築の学問、研究、構造設計の実務に携わった経験を元に、未経験の方、建築関係の学生、社会人の方に向けて
- 「構造力学、構造計算、鋼構造、鉄筋コンクリート造、基礎構造、土質力学、水理学、材料力学、数学の基礎」を分かりやすくお伝えします。
- 当サイトの目的▼
- 建築学生が学ぶ「構造力学」の目的
- とりあえず10記事▼
- 初めましての方に10記事用意しました
- おすすめ書籍紹介▼
- 構造力学・建築構造のおすすめ本|現役設計者が読んで良かった書籍を紹介
建築の本、紹介します。▼
同じカテゴリの記事一覧
- まわし溶接とは?1分でわかる意味、有効長、強度、記号
- 隅肉溶接の有効長さは?1分でわかる意味、計算方法、有効断面積との関係
- 溶接記号の描き方と基礎知識について
- 溶接継目とは?突合せ溶接と隅肉溶接の種類と使い分け
- 溶接姿勢とは?下向き・立向き・横向き・上向きの難易度と品質への影響
- 余盛とは?読み方「よもり」・溶接欠陥との関係・杭との違い
- 母材とは?意味・溶接での定義・鉄骨(接合部以外)との関係と対義語
- 等脚すみ肉とは?読み方・不等脚すみ肉との違いと脚長の関係(すみ肉溶接の基礎)
- のど厚とは?溶接サイズとの関係・計算方法(サイズ×0.707)
- のど断面とは?1分でわかる意味、のど断面積、隅肉溶接、のど厚との関係
- HOME > 鋼構造の基礎 > 溶接の種類と、隅肉溶接、突き合わせ溶接の特徴
- 1級の過去問(計算)解説
- わかる建築構造の用語集・図解集
- 1頁10円!PDF版の学習記事

試験での問われ方|管理人の一言
一級建築士試験では、隅肉溶接の有効のど断面と許容応力度(せん断)、完全溶け込み溶接の適用場面(引張力が大きい接合部)が頻出である。
どちらを使うべき場面かを理解しておこう。(一級建築士 頻出:隅肉溶接の有効のど断面と許容応力度(せん断)、完全溶け込み溶接の適用場面が繰り返し出題)