溶接欠陥の種類一覧|クレーター・ブローホール・ピットの違いと原因・補修方法
この記事の要点
溶接部に欠陥が残ると接合部の耐力が低下し、地震時に脆性破断する危険があります。
クレーター・ブローホール・ピットは外見が似ているため混同されやすく、どれが表面に出るか内部に残るかを正確に区別することが検査で重要です。
このページでは9種類の溶接欠陥を一覧で整理し、それぞれの原因・発生メカニズム・補修方法を解説します。
試験の「欠陥の名称と特徴を答えよ」問題にも対応しています。
特にブローホール(内部気孔)とピット(表面気孔)は発生メカニズムが同じでも表れ方が異なり、検査方法と補修方法を混同しないよう注意が必要である。
この記事では、溶接欠陥とは何か、どのような溶接欠陥があるのか、ピットとどう違うのかを整理します。
【管理人おすすめ!】セットで3割もお得!約1,100語の用語集+476点の図解集セット⇒ 建築構造がわかる基礎用語集&図解集セット
溶接は鋼材を一体化させる便利な接合方法です。一方で、溶接欠陥に注意します。溶接欠陥にはブローホールや、ピットなど似た溶接欠陥があります。今回は、それらの違いや溶接欠陥の9つの種類、溶接部の補修方法について説明します。
ショートビードにすると、溶接欠陥が起きやすいです。溶接欠陥により、溶接の強度が低下しないよう注意しましょう。ショートビード、溶接強度の詳細は下記が参考になります。
溶接部の強度とは?溶接部の耐力の計算方法と許容応力度、材料強度
100円から読める!ネット不要!印刷しても読みやすいPDF記事はこちら⇒ いつでもどこでも読める!広告無し!建築学生が学ぶ構造力学のPDF版の学習記事
溶接欠陥とは?
溶接欠陥とは、溶接部に生じた何らかの欠陥(耐力的に好ましくない状態)です。
溶接部は、様々な要因が重なって溶接欠陥が生じます。1つは、溶接が完全自動でなく人の手で行われるためです。
また溶接の製作工程に異常が起き、溶接欠陥に繋がることもあります。溶接欠陥は、後述するように沢山の種類があります。
これらの欠陥を起こさぬよう注意すること、また各欠陥の特性をよく理解します。
溶接欠陥の種類
今回は、代表的な溶接欠陥を9種類説明します。各溶接欠陥の特徴や原因をよく理解しましょう。
1.ピット
ピットとは、溶接金属中に発生した気泡(ガス)が浮かび上がるときにつくる「くぼみ孔」です。
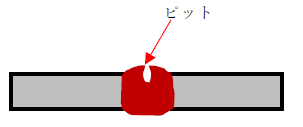
ピットの原因はガスによる気泡で、これは水素を含む物質が原因です。水素を含む物質は、水(湿気)、油、さびがあります。これらの不純物が溶接金属に入らないよう注意します。溶接棒やフラックスの乾燥が大切です。
2.オーバーラップ
オーバーラップは、溶接金属が母材に融合しないで重なる現象です。下図をみてください。溶接金属と母材が一体化していませんよね。この状態がオーバーラップです。
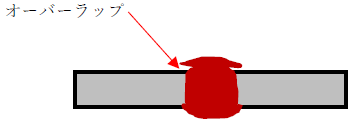
オーバーラップは、削取り補修します。
3.余盛始端部の形状
余盛始端部が適切な角度でない場合(母材と溶接金属が滑らかにつながっていない)、余盛始端部に応力集中が生じます。
部材の塑性変形能力が損なわれること、疲労強度の低下など好ましくない問題がおきます。
4.アンダーカット
アンダーカットは、溶接始端部の母材が溶けすぎて欠損した状態です。下図のように、余盛など適切ですが、母材が少し削れています。
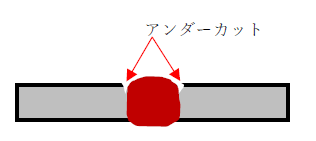
アンダーカットは母材の耐力低下に繋がるため、補修が必要です。
5.クレーター
クレーターとは、溶接部が凹んだ状態になることです。クレーターがあると、溶接部の断面欠損につながります。適切な溶接形状となるよう補修します。
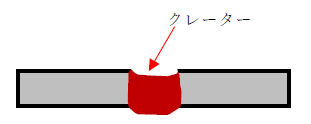
またクレーターは割れが起きやすいため、補修も注意します。
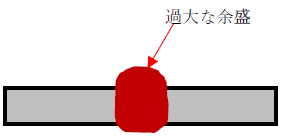
6.余盛(余盛の過不足)
余盛の過不足は、応力集中が生じます。下図をみてください。母材に比べて余盛部が過大だと、そこに応力が集中して耐力低下につながります。余盛の詳細は、下記が参考になります。
完全溶け込み溶接、隅肉溶接ともに気をつけます。また、下記の記事も併せて参考にしてください。
溶接部の強度とは?溶接部の耐力の計算方法と許容応力度、材料強度
サイズの許容値については、下記の記事が参考になります。
のど厚とは?溶接サイズとの関係・計算方法(サイズ×0.707)
7.割れ
割れとは、溶接部に生じるひび割れのことです。下図は縦割れを描きました。他にも横方向に割れが生じます(横割れ)。
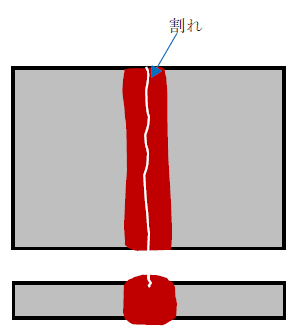
溶接部の割れは、熱せられた溶接金属が凝固(冷える)する過程で収縮し起きます(熱応力が発生)。前述したクレーター部は割れが起きやすいです。組立溶接部など、溶接金属を拘束する部分は、割れに注意します。
8.融合不良
融合不良は、溶接金属と母材が溶け合ってない状態です。溶接部としての機能が全く保持されないため、溶接をやり直します。
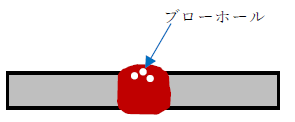
9.ブローホール
ブローホールとは、溶接金属内に残留した気泡の孔です。気泡は小さな球状、細長い形状もあります。ブローホールは、溶接金属内のCO2が主な原因です。
ブローホールとピットの違い
前述したように、ブローホールとピットは似ています。ピットは水素が原因となる「小さな孔」で、ブローホールは溶接金属内に残った気泡の孔です。ブローホールはCO2が主原因であることも覚えておきたいですね。
溶接部の補修
前述した溶接部の欠陥は、どのように補修すべきでしょうか。ここでは各溶接欠陥の補修方法を説明します。
1.余盛
過大な余盛は応力集中の原因となるため、適切な高さと形状に整形します。グラインダーを使うと良いでしょう。※余盛の許容値は下記の記事が参考になります。
また余盛が不足する場合は、耐力が足りておらず補修溶接します。
2.アンダーカット
アンダーカットの深さが1.0mm以下の場合、グラインダで母材を削り過ぎないよう滑らかに仕上げます。これは、小さなピットを補修溶接すると、母材の劣化に繋がるためです。
1.0mmを超える深さは、アンダーカットを除去した後、補修溶接を行います。
3.オーバーラップ
オーバーラップは応力集中の原因となるため、グラインダーで削除します。あるいは、オーバーラップを削除した後、補修溶接します。
4.ピット
ピットの周囲を削除した後、補修溶接を行います。
5.割れ
割れの補修はやっかいです。割れの位置、長さ、深さを特定します。後に割れ部を削除して補修溶接します。
割れ部の特定は、浸透探傷試験など特別な試験が必要です。
6.融合不良・ブローホール
溶接金属内部の欠陥であるため、超音波探傷などで欠陥位置を特定します。例えばブローホールの位置を特定し、ブローホールを除去、補修溶接します。
混同しやすい用語
ブローホールとピットの違い
ブローホールは溶接金属内部に閉じ込められたガス空洞(内部欠陥)であり、外観では確認できず超音波探傷や放射線透過試験で検出する。
ピットは同様のガスが表面に開口した穴(表面欠陥)であり、外観検査で確認できる。
発生原因は同じだが、位置(内部か表面か)と検査方法が異なるため混同しないよう注意が必要。
溶接欠陥を整理した表を示します。
| 項目 | 内容 | 備考 |
|---|---|---|
| ブローホール | 溶接内部に発生する気孔 | 放射線透過試験で検出 |
| ピット | 溶接表面に現れる気孔 | 目視検査で確認可能 |
| アンダーカット | 母材が溶けて溝状になる欠陥 | 電流過多が主な原因 |
まとめ
今回は溶接欠陥について説明しました。間違えやすいブローホールとピットの違いが分かって頂けたと思います。また、今回紹介した9つの溶接欠陥は最低限覚えておきましょう。併せて溶接欠陥の補修方法を簡単に理解するとよいです。
溶接欠陥が起きやすいショートビード、余盛の関係、溶接部の強度も併せて勉強しましょう。
溶接部の強度とは?溶接部の耐力の計算方法と許容応力度、材料強度
【管理人おすすめ!】セットで3割もお得!約1,100語の用語集+476点の図解集セット⇒ 建築構造がわかる基礎用語集&図解集セット
▶ 建築士試験ではどう問われる?
この論点は建築士(構造)で出題されます。実際の問題と解き方は S造の過去問解説(分野別・全年度)(無料)で確認できます。
理解度チェック
代表的な溶接欠陥にはどんな種類がありますか?
答えを見る
ピット・オーバーラップ・余盛始端部の形状・アンダーカット・クレーター・余盛の過不足・割れ・融合不良・ブローホールの9種類が代表的です。溶接は人の手で行われ、製作工程の異常などが重なって欠陥が生じます。
ブローホールとピットの違いは?
答えを見る
ブローホールは溶接金属内部に閉じ込められたガス空洞(内部欠陥・CO2が主原因)で、外観では確認できず超音波探傷や放射線透過試験で検出します。ピットは同様のガスが表面に開口した穴(表面欠陥・水素が原因)で、外観検査で確認できます。発生原因は似ていますが、位置(内部か表面か)と検査方法が異なります。

▼用語の意味知らなくて大丈夫?▼
▼同じカテゴリの記事一覧▼
- 溶接の種類と、隅肉溶接、突き合わせ溶接の特徴
- まわし溶接とは?1分でわかる意味、有効長、強度、記号
- 隅肉溶接の有効長さは?1分でわかる意味、計算方法、有効断面積との関係
- 溶接記号の描き方と基礎知識について
- 溶接の補助記号とは?1分でわかる意味、記号の一覧
- 溶接記号の隅肉溶接とは|書き方・種類と図面での読み方をわかりやすく解説
- 溶接継目とは?突合せ溶接と隅肉溶接の種類と使い分け
- 溶接姿勢とは?下向き・立向き・横向き・上向きの難易度と品質への影響
- 余盛とは?読み方「よもり」・溶接欠陥との関係・杭との違い
- 母材とは?意味・溶接での定義・鉄骨(接合部以外)との関係と対義語
▼カテゴリ一覧▼
- 鋼構造ってなに?(まずは、鋼構造ってなに?よく分かる鋼構造と鉄骨構造、構造力学との関係から)
- 鋼構造の用語を学ぶ(まずは、鋼構造の基礎用語から)
- 鋼材の種類と規格、性質(まずは、SS,SN,SM材とは?から)
- 許容応力度計算を学ぶ(まずは、接合部に関する許容応力度設計についてから)
- 胴縁とは?役割・寸法・サイズ・縦胴縁と横胴縁をわかりやすく解説
- 引張材の設計を学ぶ(まずは、引張材の断面算定から)<
- 圧縮材の設計を学ぶ(まずは、座屈現象についてから)
- 高力ボルト接合(まずは、接合部と接合方法についてから)
- 溶接を学ぶ(まずは、溶接の種類と、隅肉溶接、突き合わせ溶接の特徴から)
- 接合部を学ぶ(まずは、ダイアフラムはなぜ必要か?覚えるべきたったの3つの種類と特徴から)
- 柱脚を学ぶ(まずは、柱脚の種類から)
▼他の勉強がしたい方はこちら▼
▼調べるたびに検索するのをやめたい人へ▼
▼過去問の答えは見たけど、解き方がわからない人へ▼
プロフィール
- 略歴▼
- 名前 ハナダユキヒロ/ミツメラボ代表.
- 2010年 弊サイトを開設
- 2010~2017年 国立大学大学院修了
- 2017年12月に当HPが書籍化。
- 「わかる構造力学」
- 2022年4月に「わかる構造力学」の改訂版出版。
- 「わかる構造力学(改訂版)」
- 10数年以上、建築の学問、研究、構造設計の実務に携わった経験を元に、未経験の方、建築関係の学生、社会人の方に向けて
- 「構造力学、構造計算、鋼構造、鉄筋コンクリート造、基礎構造、土質力学、水理学、材料力学、数学の基礎」を分かりやすくお伝えします。
- 当サイトの目的▼
- 建築学生が学ぶ「構造力学」の目的
- とりあえず10記事▼
- 初めましての方に10記事用意しました
- おすすめ書籍紹介▼
- 構造力学・建築構造のおすすめ本|現役設計者が読んで良かった書籍を紹介
建築の本、紹介します。▼
同じカテゴリの記事一覧
- HOME > 鋼構造の基礎 > 溶接欠陥とは?本当にわかる9つの種類とブローホールとピットの違い
- 1級の過去問(計算)解説
- わかる建築構造の用語集・図解集
- 1頁10円!PDF版の学習記事

試験での問われ方|管理人の一言
一級建築士試験では、ブローホールとピットの違い(内部・外部)と、アンダーカット(母材の溶け込み不足による溝)の特徴が出題される。
各欠陥の発生箇所と補修方法の組み合わせを覚えておこう。(一級建築士 頻出:ブローホールとピットの違い(内部・外部)とアンダーカットの特徴が繰り返し出題)